您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
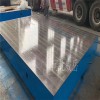
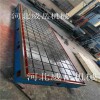
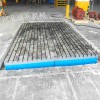
在线洽谈生意江苏电机测试平台现货增值 铸铁平台
铸铁平台也被称为铸铁平台,是一种应用的设备,铸铁平台外观基本上是箱体式,工作面有长方形、正方形或圆形,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。铸铁平台在生产过程中,会出现重量的偏差。往往铸铁平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不得超过10,超过10时,要对铸铁平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用。铸铁平台按结构分为筋板式和箱体式;按用途分为检验平台、划线平台和压砂平台;按准度级别分为00、0、1、2、3级平台,其中2级以上为检验平台,3级为划线平台。
铸铁平台加工要求:
1、机床调整
1)根据铸铁焊接平台的被加工表面与工具的相对位置,将横梁的高度调到适当的位置。
2)将两个侧工具架的高度调到适宜刨削平台两侧面的位置。
3)因铸铁焊接平台的重量大,行程长,所以切削速度不宜选择过高。要在运行中调整行程长短,并要求在工作行程开始时能使工具低速切入平台,在工作行程结束时能使工具低速切出大型铸铁平台。
2、铸铁焊接平台工具的选择
1)铸铁焊接平台平头工具。这种工具的切刃较宽且平直,适宜大型铸铁平台的精刨和半精刨用。
2)铸铁焊接平台机械夹固式尖头刨工具。适用于铸铁平台的粗加工或半精加工。
3、铸铁平台的装夹:铸铁平台的夹紧方法应按平台的外形情况而定。若铸铁平台的两端有台阶或凹槽,则可用压板在该处搭压。若工平台两端法搭压板,可用斜铁或螺丝撑将平台夹紧。
提高铸铁焊接平台效率的方法:
一、粘土砂湿砂造型工艺
多年的生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、高密度湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。
二、水玻璃砂造型造芯工艺
研究水玻璃的净化及改性以提高其粘结性能,开发新型水玻璃砂旧砂回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁平台上的应用。
三、树脂砂造型造芯工艺
通过开发无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。树脂泛造型工艺的产品铸铁平台,铸铁方箱,弯板等。
四、铸造涂料
扩大和加强转移涂料、表面合金化涂料的应用领域和机理研究。
铸铁平台寿命延长方法:
1、为了防止铸铁焊接平台发生的变形,在吊装铸铁平台时,要用四根同样长度的钢丝绳同时挂住铸铁平台上得四个起重孔,将铸铁平台平稳吊装在运输工具上;
2、将铸铁焊接平台支承点垫好、垫平,每个支撑点受力均匀,整个平台平稳;
3、安装铸铁焊接平台时将铸铁平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将平台调整至合格精度;
4、使用铸铁焊接平台时要轻拿轻放工件,不要在上面挪动比较粗糙的工件,以免对工作面造成磕碰、划伤等损坏;http://www.chinaweiyue.com/
5、为了防止铸铁焊接平台整体变形,使用完毕后,要将工件从铸铁平台上拿下来,避免工件长时间重压造成变形;
6、不用时要及时将铸铁焊接平台工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用外包装将大型铸铁平台盖好,以防止平时不注意造成对工作面的损伤
7、铸铁焊接平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体;
8、按实行定期周检,检定周期根据具体情况可为6-12个月。
联系人 威岳机械谢女士15350773479
本文网址:http://b2b.wlchinahnzz.com/sell/x1306802.html
原标题:江苏电机测试平台现货增值 铸铁平台